
Lingua

A Carta Tmacchina del tubopuò sembrare semplice in superficie: carta in rotolo, applicazione di adesivo, taglio a misura. Nelle fabbriche reali, i punti critici si manifestano rapidamente: resistenza instabile dei tubi, problemi di colla, tempi di inattività frequenti, cambi formato lenti, e tagli incoerenti che creano sprechi e reclami da parte dei clienti. Questo articolo analizza il processo di produzione dei tubi, i problemi di produzione più comuni e le capacità effettive della macchina risolverli. Riceverai anche una pratica lista di controllo per l'acquisto, una tabella delle caratteristiche e dei punti critici e un manuale di manutenzione in modo da poter eseguire turni stabili con meno sorprese.
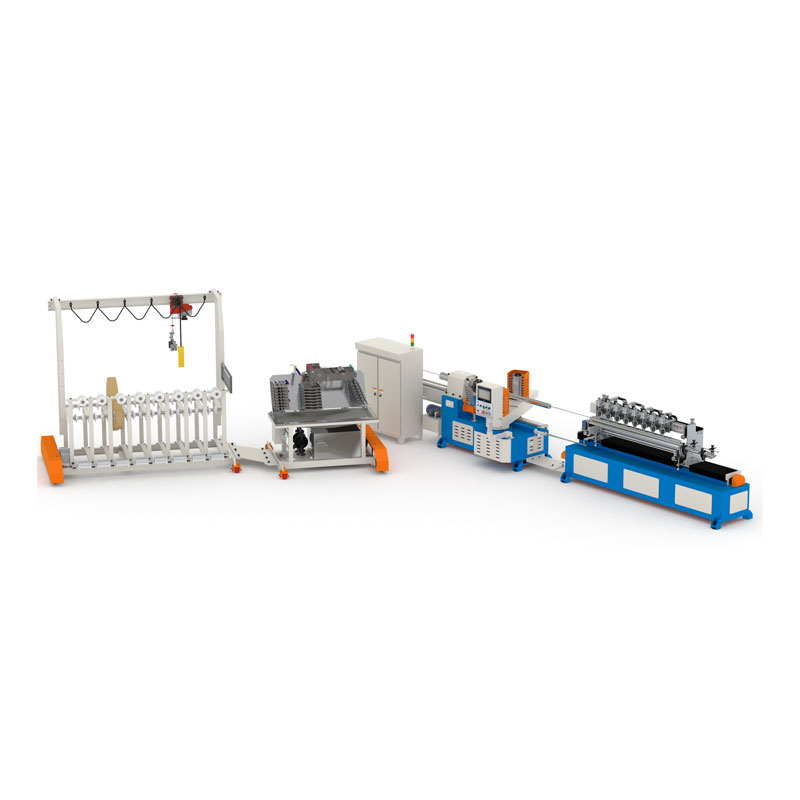
A Macchina per tubi di cartaforma tubi avvolgendo più strati di carta attorno a un mandrino (a volte chiamato albero o nucleo), incollandoli con adesivo, quindi tagliando il tubo alla lunghezza richiesta. A seconda del settore, il tubo finito potrebbe essere un tubo da imballaggio, un film o un'anima tessile, un corpo composito della lattina o un tubo strutturale utilizzato come manicotto protettivo.
La differenza tra un “produttore di tubi” che funziona semplicemente e una linea che stampa denaro (educatamente) è la coerenza: tensione costante, applicazione adesivo costante, pressione di avvolgimento costante e taglio costante. Quando queste variabili vanno alla deriva, si ottengono tubi deboli, ovalizzazione, delaminazione, polvere, contaminazione di colla o scarsa tolleranza sulla lunghezza.
Punto dolente 1: resistenza del tubo incoerente
Ai clienti non interessa che i lotti di carta varino o che l’umidità cambi da un giorno all’altro. Se il tubo si schiaccia, si delamina, o crolla durante l'avvolgimento/imballaggio, si perdono fiducia e margine. I problemi di resistenza solitamente sono riconducibili al controllo della tensione della carta, uniformità dell'adesivo e stabilità della pressione di avvolgimento.
Punto dolente 2: pasticcio di colla e legame instabile
Una quantità eccessiva di adesivo causa scivolamenti, contaminazione e tempi di inattività per la pulizia. Troppo poco provoca delaminazione e articolazioni deboli. Un percorso di erogazione della colla controllato (e una routine di pulizia intuitiva per l'operatore) rappresenta spesso l'aggiornamento del ROI più rapido.
Punto dolente 3: cambi lenti
Se il cambio di diametro o spessore delle pareti richiede un’eternità, eviterai la varietà dei prodotti e perderai gli ordini. I rapidi cambi di formato si basano su meccanismi di regolazione rapida, riferimenti di configurazione chiari e ricette digitali stabili.
Punto dolente 4: Scarsa precisione di taglio e bordi ruvidi
I tagli errati si manifestano sotto forma di mancata corrispondenza della lunghezza, sbavature, estremità schiacciate e reclami dei clienti. La stabilità del taglio dipende dalla rigidità, dalle condizioni della lama, dalla sincronizzazione con la velocità di avanzamento del tubo, e un metodo pulito di gestione della polvere.
Se stai valutando una nuova linea, non iniziare chiedendoti “Qual è la velocità massima?” Inizia chiedendo: "Con le nostre specifiche del tubo, quale velocità rimane stabile per un turno completo senza derive di qualità?"
Comprendere il processo ti aiuta a individuare dove si insinua l'instabilità. La maggior parte della produzione di tubi di carta segue questa sequenza:
Una stallaMacchina per tubi di cartanon è "una caratteristica". È una catena: se la tensione si allontana, la colla diventa irregolare; se la colla non è uniforme, la pressione dell'avvolgimento si comporta diversamente; se la pressione dell'avvolgimento cambia, la qualità del taglio cambia. Una buona attrezzatura rende la catena prevedibile.
Ecco le capacità che tendono ad avere maggiore importanza quando la produzione è reale, non teorica:
| Problema di produzione | Capacità della macchina che aiuta | Cosa dovresti cercare durante la valutazione |
|---|---|---|
| Delaminazione del tubo/legame debole | Applicazione stabile dell'adesivo e percorso della colla controllato | Pellicola adesiva uniforme, parti facili da pulire, intervalli di installazione chiari per la grammatura della carta e lo spessore del tubo |
| Tubi ovali/scarsa rotondità | Sistema di formatura rigido e pressione di avvolgimento stabile | Letture OD/ID del tubo coerenti, vibrazioni minime, funzionamento regolare alla velocità target |
| Rughe e disallineamento degli strati | Buona guida della carta e stabilità della tensione | Percorso del nastro pulito, frenatura/controllo affidabili, allineamento ripetibile dopo il cambio della bobina |
| Bordi ruvidi/mancata corrispondenza della lunghezza | Sincronizzazione precisa del taglio | Tagliare i campioni su un lungo periodo: controllare bave, estremità schiacciate, consistenza della tolleranza di lunghezza |
| Troppi scarti durante l'avvio | Riferimenti di configurazione rapida e controlli intuitivi per l'operatore | Facili regolazioni dei parametri, indicatori chiari, risultati stabili dopo il riavvio |
| Tempi di inattività dovuti a pulizia e inceppamenti | Accesso per la manutenzione e materiali di consumo prevedibili | Semplici passaggi di pulizia, aree di incollaggio/taglio accessibili, parti soggette a usura standard |
Nota cosa manca: promesse vaghe. Le migliori conversazioni di acquisto ruotano attorno alle specifiche del tubo e alla realtà del tuo turno. Se un fornitore può spiegare come funzionaMacchina per tubi di cartarimane stabile per un lungo periodo, soprattutto durante i cambi di bobina e i riavvii, è allora che ti stai avvicinando a una buona decisione.
Prima di confrontare i preventivi, blocca le tue esigenze. Una macchina perfetta per tubi da imballaggio a parete sottile può essere sbagliata per nuclei industriali pesanti. Utilizza la lista di controllo qui sotto per evitare di acquistare "quasi giusto".
Definisci i requisiti del tuo tubo
Richiedi una mentalità di prova
| Cosa convalidare | Come convalidarlo | Indizio Passa/Fallisci |
|---|---|---|
| Stabilità dimensionale (OD/ID/rotondità) | Misurare i tubi durante un lungo periodo e dopo un riavvio | Deriva minima, letture stabili senza rotazione costante della manopola |
| Consistenza della forza di legame | Tagliare le sezioni trasversali e verificare l'uniformità dell'incollaggio degli strati | Nessuna zona secca evidente, nessuna fuoriuscita eccessiva di colla |
| Taglio di qualità | Ispezionare le estremità per individuare bave/schiacciamenti; verificare la tolleranza sulla lunghezza | Bordi puliti e lunghezza ripetibile tra lotti |
| Esperienza dell'operatore | Chiedere agli operatori di eseguire le procedure di cambio bobina e riavvio | Il processo rimane calmo; la configurazione è chiara e ripetibile |
| Realismo della manutenzione | Segui le fasi di pulizia e sostituzione delle parti soggette a usura | Design accessibile e routine semplici che non verranno saltate |
Il controllo qualità per la produzione dei tubi non deve essere complicato; deve essere coerente. Se stai eseguendo unMacchina per tubi di cartasu larga scala, una deriva piccola diventa rapidamente costosa.
Suggerimento da professionista: se i tuoi scarti aumentano in modo "casuale", di solito non è casuale: tieni traccia di quando accade (dopo i cambi di bobina, dopo gli arresti, nei periodi umidi), e troverai uno schema che puoi correggere.
L'uptime è una strategia, non un desiderio. Il modo più semplice per mantenere aMacchina per tubi di cartastabile significa trattare la manutenzione come parte della produzione. Ecco un approccio pratico utilizzato da molte piante:
| Frequenza | Cosa fare | Perché è importante |
|---|---|---|
| Per turno | Pulire le aree di contatto dell'adesivo, rimuovere la polvere di carta in prossimità del taglio, verificare eventuali allentamenti | Previene l'accumulo che causa instabilità di adesione e tagli scadenti |
| Quotidiano | Ispezionare lame/utensili, verificare le guide di allineamento di base, controllare che le parti mobili non presentino rumori insoliti | I fermi si usurano presto prima che diventino scarti e tempi di inattività |
| Settimanale | Routine di lubrificazione, pulizia più profonda, confermano la tensione e la stabilità dell'alimentazione | Stabilizza il processo e previene la deriva |
| Mensile | Esaminare l'inventario dei pezzi di ricambio, ispezionare i principali componenti soggetti a usura, aggiornare la formazione di aggiornamento dell'operatore | Riduce i fermi di emergenza e mantiene le operazioni coerenti tra i team |
Durante la risoluzione dei problemi, iniziare con i sintomi e procedere all'indietro: se i tagli sono grossolani, non incolpare immediatamente la lama: controlla la stabilità e le vibrazioni dell'avanzamento del tubo. Se si verifica una delaminazione, non incolpare immediatamente la carta: controlla l'uniformità dell'adesivo e la deriva della tensione. La diagnosi calma batte ogni volta gli aggiustamenti dettati dal panico.
Acquistare attrezzature è una cosa. Gestirlo senza intoppi per anni è un altro. Un buon rapporto con i fornitori in genere include: supporto pratico per la messa in servizio, guida operativa chiara, parti soggette ad usura accessibili e servizio reattivo per la risoluzione dei problemi. L'obiettivo è semplice: mantenere la linea prevedibile in modo che il programma di consegna rimanga affidabile.
Se ti stai approvvigionando da Wenzhou Feihua macchine da stampa Co., Ltd., tratta la conversazione come un piano di produzione: condividi le specifiche del tuo tubo, la tua realtà materiale e il tuo obiettivo di output, quindi chiedi come la macchina rimane stabile nei lunghi cicli, riavvii e frequenti cambi di dimensione. La qualità delle risposte che riceverai ti dirà più di quanto potrebbe mai fare una brochure.
D: Quali informazioni devo preparare prima di richiedere un preventivo per una macchina per tubi di carta?
UN:Prepara la gamma di diametri dei tubi, la gamma di spessori delle pareti, la gamma di lunghezze, la grammatura della carta/il numero di veli, la preferenza del tipo di adesivo, la produzione target per turno e qualsiasi requisito speciale (finitura finale, controllo della polvere, tolleranze strette, frequenti cambi di formato). Più chiari sono i tuoi input, più accurata sarà la raccomandazione.
D: Come faccio a sapere se i problemi di resistenza del tubo derivano dalla macchina o dalla carta grezza?
UN:Controlla i modelli. Se la delaminazione aumenta dopo cambi di bobina, arresti o spostamenti umidi, è probabile che sia coinvolta la stabilità del processo (tensione, uniformità della colla, pressione di avvolgimento). Se ciò si verifica in modo coerente in tutte le condizioni, la compatibilità della materia prima o dell’adesivo potrebbe essere il fattore determinante.
D: Qual è un modo realistico per valutare la qualità del taglio?
UN:Non giudicare da pochi campioni. Richiedi un lungo periodo secondo le tue specifiche, quindi controlla le estremità tagliate e la consistenza della lunghezza nel tempo, soprattutto dopo un riavvio. La pulizia e la tolleranza costanti contano più di un singolo taglio “perfetto”.
D: Una velocità maggiore è sempre migliore?
UN:Solo se la qualità rimane stabile per un intero turno. L'alta velocità con dimensioni variabili o frequenti arresti per la pulizia possono produrre risultati meno vendibili rispetto a una linea leggermente più lenta e più stabile.
D: Quali attività di manutenzione proteggono più direttamente la qualità?
UN:La pulizia dell'area adesiva, la gestione della polvere in prossimità del taglio e i controlli di routine per vibrazioni e allentamento sono grandi vantaggi. Questi impediscono la “piccola deriva” che crea silenziosamente rottami.
Pronto ad abbinare la giusta macchina per tubi di carta alle specifiche del tuo tubo e al tuo obiettivo di produzione giornaliero?
Comunicaci la gamma di diametri, lo spessore delle pareti, la tolleranza sulla lunghezza, il tipo di carta e la capacità target e ti aiuteremo a mappare una configurazione pratica che privilegia una produzione stabile, cambi rapidi e tagli netti. Se vuoi meno sorprese e turni più prevedibili, contattaciper discutere la tua richiesta e richiedere una soluzione su misura.











