
Lingua

I tubi di carta sembrano semplici, ma chiunque li acquisti o li produca conosce i grattacapi: problemi di delaminazione, spessore delle pareti non uniforme, residui di colla, bordi sfocati, telescopicità, scarsa rotondità e tempi di inattività costanti dovuti al cambio della lama o alla cattiva alimentazione della carta. Questo articolo analizza le cause effettive di questi problemi e come aMacchina per tubi di cartapuò essere configurato, gestito e mantenuto per fornire una qualità stabile su larga scala. Riceverai una pratica lista di controllo per l'acquisto, un flusso di lavoro di produzione che previene i difetti comuni, una tabella che confronta le opzioni della macchina, una routine di controllo qualità di cui i clienti si fidano e una guida alla risoluzione dei problemi che gli operatori possono utilizzare sul campo.
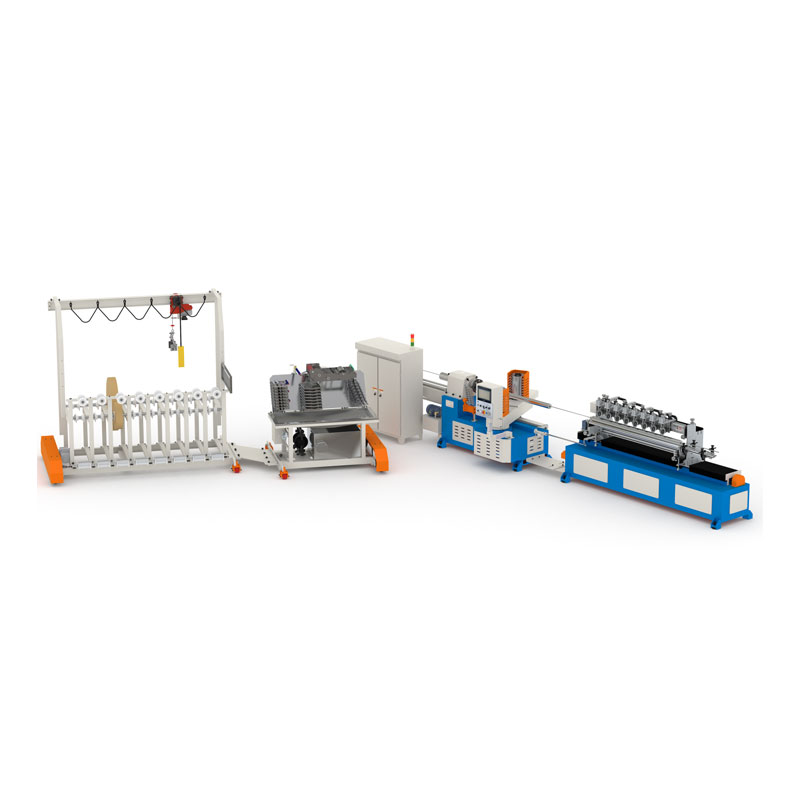
Quando un acquirente dice "i tuoi tubi non sono coerenti", di solito intende uno di questi problemi specifici. Un ben configuratoMacchina per tubi di cartadovrebbero prevenirli alla fonte, non eliminando i tubi difettosi dopo che sono già stati realizzati.
Se acquisti tubi per imballaggi, etichette, pellicole, prodotti tessili, cartiere o usi legati all'edilizia, i tuoi clienti si preoccupano delle stesse due cose:ripetibilitàEbordi puliti. Tutto nel tuo processo dovrebbe difendere questi risultati.
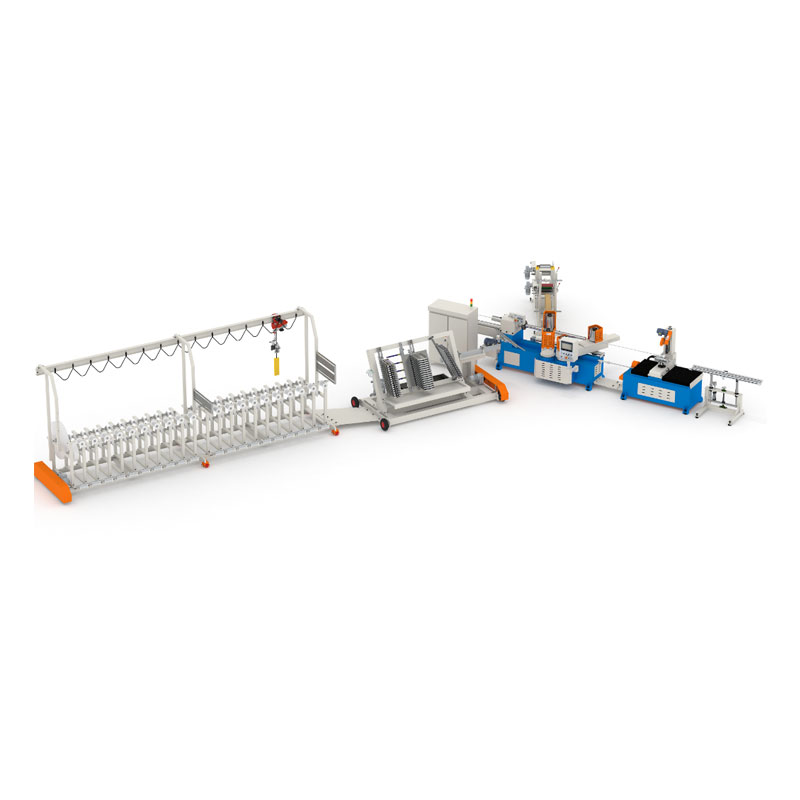
Una linea metropolitana è un sistema. Se ti concentri solo sulla “velocità della macchina”, finirai per produrre scarti più velocemente. Ecco il flusso di lavoro che dovresti valutare passo dopo passo:
Se i tuoi tubi attuali si guastano “casualmente”, la causa è raramente casuale. Di solito si tratta di una variazione della tensione, della viscosità della colla o dell'usura del mandrino che nessuno ha misurato finché i clienti non si sono lamentati.
Non tutte le applicazioni dei tubi richiedono lo stesso metodo di costruzione. Utilizzare la tabella seguente per abbinare lo stile della macchina ai requisiti del prodotto.
| Tipo di macchina/processo | Ideale per | Punti di forza | Attenzione |
|---|---|---|---|
| Avvolgimento a spirale | Tubi per imballaggio generico, anime tessili, anime per etichette, tubi protettivi | Alta efficienza, dimensioni flessibili, uscita stabile quando la tensione è controllata | Necessita di una buona stabilità tensione/colla per evitare delaminazione e ovalizzazione |
| Avvolgimento convoluto | Tubi ad alta precisione, pareti più spesse, applicazioni che richiedono tolleranze più strette | Eccellente potenziale di rotondità, struttura forte, disposizione degli strati pulita | Maggiore sensibilità di impostazione; la larghezza e l'allineamento della carta devono essere coerenti |
| Linea manuale/entry-level | Piccoli lotti, test di nuovi prodotti a tubo, budget limitato | Costi iniziali inferiori, formazione semplice | L'output dipende fortemente dall'abilità dell'operatore; più difficile mantenere la coerenza |
| Linea Semiautomatica | Fabbriche in crescita che necessitano di una produzione stabile senza costi di automazione completa | Produttività equilibrata, controllo più stabile dei passaggi chiave | Necessita ancora di procedure operative standard per prevenire la deriva dell'impostazione |
| Linea ad Alta Automazione | Ordini di grandi dimensioni, tempi di consegna ristretti, clienti con un controllo di qualità rigoroso | Ripetibilità, minore dipendenza dalla manodopera, migliore scalabilità | Richiede una manutenzione disciplinata e una pianificazione delle parti di ricambio |
L'opzione “migliore” è quella che corrisponde alla tolleranza del tubo, alla gamma di diametri, allo spessore delle pareti e alle aspettative del cliente, non quella con il numero di velocità più grande su una brochure.
Se vuoi evitare il rimorso dell'acquirente, blocca le tue esigenze prima di confrontare i preventivi. Ecco una pratica lista di controllo:
Suggerimento da professionista: poniti questa domanda scomoda:"Cosa succede se il mio migliore operatore se ne va?"Se la tua qualità crolla, non hai ancora un processo; hai una persona. A adeguatamente specificatoMacchina per tubi di cartae le impostazioni documentate riducono tale rischio.
Non è necessario un laboratorio complicato per guadagnare fiducia. Hai bisogno di coerenza e tracciabilità. Utilizza una semplice routine che gli operatori possono effettivamente seguire:
Il miglioramento più potente è il monitoraggiomotivi di rottamazione. Se l'"inceppamento dell'alimentazione" è la principale causa di scarto, non acquistare attrezzature più veloci: sistemare prima la stabilità dell'alimentazione e l'addestramento.
Le fabbriche spesso inseguono la velocità e poi vengono punite da scarti, straordinari e clienti arrabbiati. Un piano migliore è progettare per un output stabile:
Quando si pianifica l'output, includere le perdite di tempo nascoste: gestione delle giunzioni, pulizia della colla, cambio delle lame e cambi di formato. Una linea leggermente più lenta con meno fermate può sovraperformare una linea più veloce che rompe costantemente il ritmo.
La maggior parte dei “problemi misteriosi” della metropolitana sono problemi di manutenzione mascherati. Proteggi il tempo di attività con abitudini noiose, ma redditizie:
Un consiglio sottovalutato: trattate la colla come un materiale controllato, non come una fornitura di “qualunque cosa sia disponibile”. La viscosità stabile e l'applicazione pulita contribuiscono maggiormente alla qualità del tubo rispetto a molti aggiornamenti costosi.
A Macchina per tubi di cartanon è un acquisto una tantum. È un rapporto di produzione a lungo termine. Il fornitore che scegli dovrebbe essere in grado di spiegare le impostazioni, risolvere i difetti e aiutarti a standardizzare la produzione, non solo spedire le apparecchiature.
Se stai valutando i fornitori, cerca:
Per i team che desiderano un approccio più strutturato, soprattutto quando si ridimensiona la capacità,Wenzhou Feihua macchine da stampa Co., Ltd.viene spesso valutato come un’opzione di fornitore perché molti acquirenti desiderano non solo attrezzature, ma anche una guida operativa pratica e routine di produzione stabili che riducano la dipendenza dagli “operatori eroi”.
Se i tuoi tubi attuali soffrono di incollaggi incoerenti, bordi disordinati o tempi di inattività che interrompono la consegna, la soluzione raramente è "funziona più velocemente". La vera soluzione è abbinare il giustoMacchina per tubi di cartaconfigurazione in base alle specifiche del tubo, quindi costruendo un processo ripetibile che mantenga costante la qualità anche quando cambiano i turni.
Sei pronto a discutere la gamma di dimensioni dei tubi, la tolleranza target e gli obiettivi di produzione? Raggiungi econtattaciper esplorare una macchina pratica e un piano di processo adatto alla tua fabbrica, non solo un preventivo generico.











